สารบัญ
1จาก Reactive สู่ Proactive Maintenance
การทำความสะอาดแบบ Reactive Cleaning คือการรอจนเห็นปัญหา เช่น Black Specks, Streak สี หรือ Reject สูง แล้วจึงลงมือล้าง แนวทางนี้อาจทำให้:
- คราบสะสมจนต้องใช้วัสดุและเวลาทำความสะอาดมากกว่ารอบป้องกันตามปกติ
- Reject Lot ที่อาจเกิดเป็นครั้งคราวยังไม่ทันแก้
- เครื่องต้องหยุดยาวเพื่อล้างหนัก
ในทางตรงข้าม Proactive Maintenance with Purging Compound คือการล้างเล็กน้อยอย่างสม่ำเสมอ ไม่ปล่อยให้คราบสะสม คล้ายกับการแปรงฟันทุกวันแทนที่จะรอให้ฟันผุ
2Routine Purging คืออะไร
Routine Purging คือการใช้ ASACLEAN ในปริมาณน้อยตามตารางเชิงป้องกัน เป้าหมายคือกวาดคราบที่กำลัง เริ่มก่อตัว ออกก่อนที่มันจะกลายเป็นคาร์บอนแข็ง — ใช้ในสถานการณ์เหล่านี้:
- ก่อนเปลี่ยนกะ: ล้างเรซิน/สีของกะที่แล้วออก เริ่มกะใหม่ด้วยกระบอกสะอาด
- ระหว่างสายผลิตยาว: กำหนดรอบจากแนวโน้ม defect และความเสี่ยงต่อการเสื่อมสภาพของเรซิน แทนการใช้ช่วงเวลาเดียวกับทุกเครื่อง
- ก่อนสลับเรซินที่ Sensitive: เช่นจะใส่ Optical Grade PC ต้องล้างให้สะอาดสุด
- ทุกสัปดาห์ตามตาราง PM: เป็นส่วนหนึ่งของแผน Preventive Maintenance
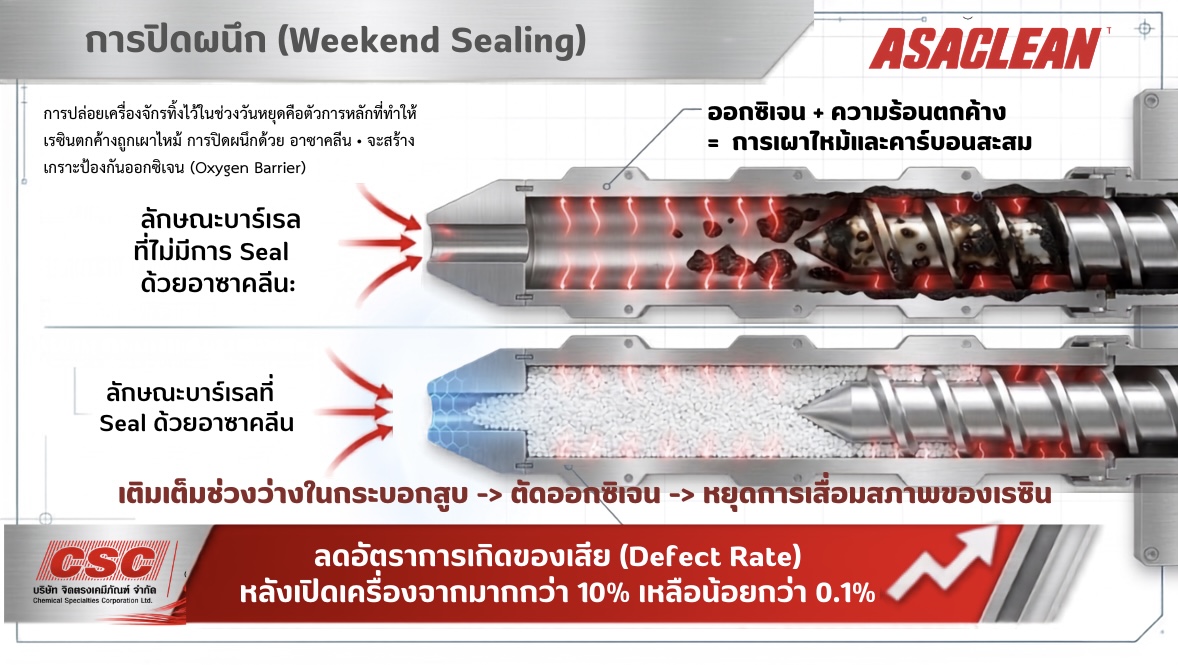
3Sealing: ปกป้องสกรูระหว่างหยุดเครื่อง
Sealing คือการเติม ASACLEAN ค้างไว้ในกระบอกสกรูแทนเรซินก่อนหยุดเครื่องระยะยาว (ค้างคืน 8 ชม., สุดสัปดาห์ 48 ชม., วันหยุดยาว) เพื่อ:
- ป้องกัน Thermal Degradation ของเรซินที่ค้างในสกรู (เพราะ ASACLEAN มีความเสถียรทางความร้อนสูงกว่า)
- ป้องกัน Oxidation ที่ทำให้เกิดสีน้ำตาลเหลือง
- ป้องกันการเย็นตัวจนทำให้เกิด Plug ที่หัวสกรู
- เมื่อสตาร์ทใหม่ ASACLEAN จะกวาดเรซินตกค้างออก ทำให้ไม่ต้องเสีย "Startup Scrap" จำนวนมาก
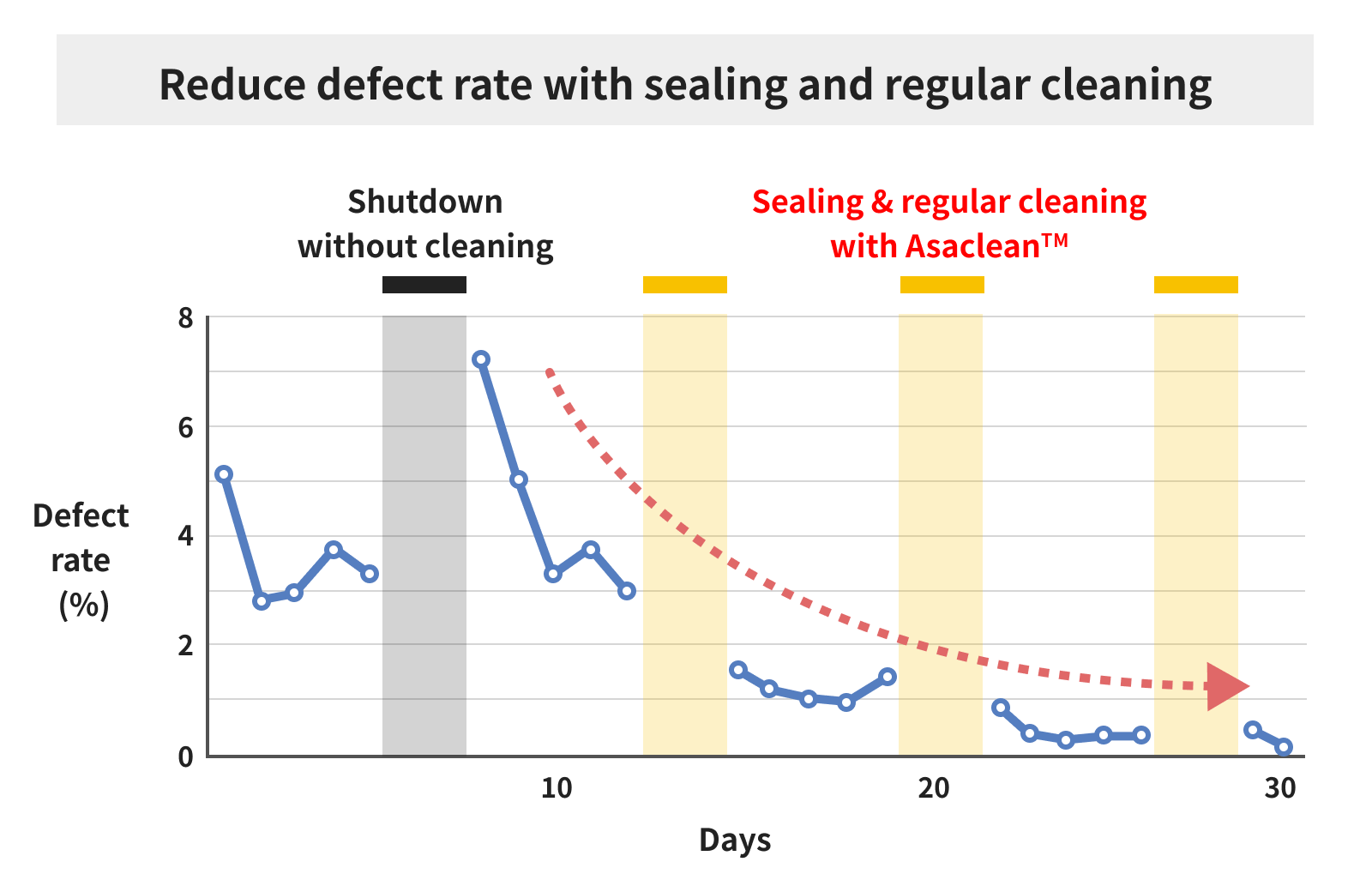
4อ่านกราฟและผลกรณีศึกษาจาก Asahi Kasei
กราฟของผู้ผลิตไม่ได้หมายความว่า defect จะลดลงตามเส้นเดียวกันในทุกโรงงาน แต่ใช้สื่อหลักการว่า การทำความสะอาดเป็นรอบช่วยกดอัตราของเสียให้อยู่ในระดับต่ำ และการทำ Sealing ก่อนหยุดเครื่องช่วยลด defect ที่มักเพิ่มขึ้นหลังวันหยุดหรือช่วง shutdown
โครงสร้างการทดลองที่ผู้ผลิตรายงาน
- วัสดุ: Xyron / modified PPE (m-PPE)
- Regular Cleaning: ทุก 2 สัปดาห์ โดยใช้ ASACLEAN newEX และ newUP
- Sealing: ใช้ newUP ในช่วงวันหยุด
- ตัวชี้วัด: contamination defect หลังกลับมาเริ่มผลิต
- ผลที่รายงาน: defect หลังวันหยุดลดจาก 3% เหลือ 0.3% หรือคิดเป็นการลดลงเชิงสัมพัทธ์ 90% ในกรณีนี้
Regular Cleaning + Sealing
3% → 0.3%Xyron/m-PPE ทำความสะอาดทุก 2 สัปดาห์ด้วย newEX/newUP และ Sealing ช่วงวันหยุดด้วย newUP
Regular Cleaning
10% → <1%กรณีเปลี่ยนวัสดุ ABS/black เป็น PP/black และเพิ่มการทำความสะอาดตามรอบด้วย UP Grade
เหตุผลที่ Sealing ช่วยลดปัญหาหลังเริ่มเครื่อง
Asahi Kasei อธิบายว่าเรซินตกค้างยังสัมผัสความร้อนคงเหลือและออกซิเจนหลังหยุดเครื่อง จึงเกิด thermal degradation และ oxidation ได้ การเติม ASACLEAN ไว้ในเครื่องช่วยลดการสัมผัสออกซิเจนและลดการเสื่อมสภาพจากความร้อนตกค้าง จากนั้นการ purge ตอนเริ่มเครื่องช่วยพาวัสดุเสื่อมสภาพที่อาจหลงเหลือออกก่อนเริ่มผลิตชิ้นงาน

5ออกแบบรอบการทำความสะอาดจากข้อมูลจริง
ตารางด้านล่างเป็น จุดเริ่มต้นสำหรับทดลอง ไม่ใช่มาตรฐานตายตัว ให้ปรับจากชนิดเรซิน ประวัติ defect ระยะเวลาหยุดเครื่อง และข้อกำหนดของเกรด ASACLEAN ที่เลือก
| รูปแบบการผลิต | จุดเริ่มต้นสำหรับ Routine Purging | พิจารณา Sealing เมื่อ |
|---|---|---|
| เดินเครื่อง 24/7 สีเดียว | เริ่มจากรอบ PM หรือก่อนกราฟ defect มีแนวโน้มสูงขึ้น แล้วปรับจากข้อมูล | ก่อนหยุด PM หรือ shutdown ที่มีความเสี่ยงเรซินเสื่อม |
| เปลี่ยนสี/วัสดุบ่อย | ผูกกับ changeover ที่มีคราบปนเปื้อนสูง และแยกข้อมูลตามคู่เรซิน/สี | ก่อนวันหยุดหรือช่วงหยุดยาว หลังทำความสะอาดตามขั้นตอน |
| เดิน 1-2 กะ | ทดลองก่อนสิ้นกะหรือเป็นรอบรายสัปดาห์ แล้วเปรียบเทียบ startup scrap | เมื่อข้อมูลยืนยันว่าหลังหยุดค้างคืนเกิด oxidation หรือ contamination |
6หลักการกำหนดปริมาณและขั้นตอน
Routine Purging (ขั้นตอนสั้น)
- วิ่งให้เรซินใน Barrel เกือบหมด
- ป้อน ASACLEAN ตามปริมาณเริ่มต้นที่คู่มือเกรดหรือทีมเทคนิคกำหนด
- ตั้งอุณหภูมิและ Back Pressure ตามข้อกำหนดของเกรด จนวัสดุที่ออกมาผ่านเกณฑ์ที่กำหนด
- ป้อนเรซินใหม่ Rinse ออก
Sealing (ค้างเครื่อง)
- ยืนยันว่าเกรดที่เลือกเหมาะกับเรซิน อุณหภูมิ และทางไหลของเครื่อง
- ทำความสะอาดและเติม ASACLEAN ให้ครบพื้นที่ตามขั้นตอนของเกรดก่อน shutdown
- หยุดเครื่องและตั้งตำแหน่งสกรูตามคู่มือเฉพาะเกรด/เครื่อง
- เมื่อสตาร์ทใหม่ ตั้งอุณหภูมิและ purge วัสดุออกตามขั้นตอน ก่อนอนุมัติชิ้นงานแรก
7วัดผล: KPI ที่ควรติดตาม
- Contamination / Black Specks Defect Rate — เปรียบเทียบ baseline ก่อนและหลังในช่วงเวลาที่เท่ากัน
- Startup Scrap (kg หรือจำนวนชิ้น) — แยกวันทำงานปกติกับวันแรกหลัง shutdown
- Time to First Good Part — เวลาตั้งแต่เริ่มเครื่องจน QA อนุมัติชิ้นงาน
- Purging Material Used — ติดตามปริมาณต่อรอบเพื่อดูต้นทุนรวม ไม่ดูเฉพาะ defect
- Average Time Between Manual Cleanings — ดูว่ารอบถอดล้างยืดออกหรือไม่
- OEE Improvement — ดู บทความ OEE และ ROI
อยากได้ตาราง Routine Purging Plan สำหรับโรงงานคุณ?
ทีมเทคนิค CSC ช่วยออกแบบโปรแกรม PM ตามจำนวนเครื่อง ชนิดเรซิน และกะการผลิต
85 ข้อผิดพลาดที่พบบ่อย
-
ใช้เฉพาะตอนเปลี่ยนสีหรือเปลี่ยนวัตถุดิบ
โรงงานส่วนใหญ่มักหยิบเม็ดล้างขึ้นมาใช้ก็ต่อเมื่อเกิดปัญหาแล้วเท่านั้น ทั้งที่จริงควรกำหนด Routine Purging ให้เป็นส่วนหนึ่งของแผนบำรุงรักษาเชิงป้องกัน แม้ไม่มีการเปลี่ยนสีหรือเปลี่ยนเรซินก็ตาม
-
ลดปริมาณการใช้มากเกินไปเพื่อหวังประหยัดต้นทุน
การใช้เม็ดล้างน้อยเกินไปอาจทำความสะอาดไม่ทั่วถึง คราบตกค้างจึงสะสมต่อเนื่อง และสุดท้ายต้นทุนที่แท้จริงจากของเสียและ Downtime อาจสูงกว่าที่หวังจะประหยัดได้มาก
-
เลือกเกรดไม่เหมาะกับงาน
เม็ดล้างแต่ละเกรดถูกออกแบบมาเพื่อวัตถุประสงค์ที่แตกต่างกัน การเลือกผิดประเภทไม่เพียงลดประสิทธิภาพการล้าง แต่ยังอาจก่อความเสียหายต่ออุปกรณ์ในระยะยาวได้ด้วย
ตัวอย่าง:
- การใช้เกรดที่มีส่วนผสมไฟเบอร์กลาสล้างผ่านระบบ Hot Runner อาจเพิ่มความเสี่ยงต่อการสึกหรอของ Gate หรือช่องทางไหลขนาดเล็ก
- การใช้เกรดที่มีไฟเบอร์กลาสสำหรับ Sealing (แช่สกรู) เป็นเวลานาน อาจทำให้เกิดการเสียดสีสะสม และส่งผลเสียต่อผิวสกรูหรือกระบอกฉีดในระยะยาว
-
ไม่ทำขั้นตอน Rinse หลังการล้าง
หากไม่ไล่เม็ดล้างออกด้วยเรซินก่อนเริ่มผลิตจริง เม็ดล้างที่ตกค้างอาจปนออกมากับชิ้นงานล็อตแรก ทำให้เกิดของเสียหรือชิ้นงานไม่ผ่านมาตรฐาน
-
ไม่เก็บข้อมูลและติดตามผลลัพธ์ (KPI)
เมื่อไม่มีการบันทึกตัวชี้วัด เช่น เวลาเปลี่ยนสี ปริมาณของเสีย หรืออัตราจุดดำที่ลดลง จะไม่มีข้อมูลเพียงพอให้ประเมินความคุ้มค่าหรือปรับปรุงโปรแกรม Purging ได้อย่างมีทิศทาง
9คำถามที่พบบ่อย
โรงงานเล็กที่เครื่องน้อย คุ้มไหมกับการทำ Routine?
ควรตัดสินจากต้นทุนของเสีย เวลาเปลี่ยนสี ความถี่ของปัญหา และต้นทุนการล้างต่อรอบของโรงงานนั้น ทดลอง คำนวณ ROI ด้วยตัวเลขจริงก่อนกำหนดรอบถาวร
ต้องใช้คนทำเฉพาะไหม?
Operator ที่ได้รับการอบรมและมี SOP ของเครื่องสามารถทำ Routine Purging ได้ ทีมเทคนิค CSC สามารถช่วยทบทวนเกรด ขั้นตอน และจุดตรวจรับงานก่อนเริ่มใช้งานจริง
ใช้เกรดเดียวสำหรับทุกเครื่องได้ไหม?
ได้ในบางกรณี เช่นถ้าทั้งโรงงานใช้ PP/PE ที่อุณหภูมิคล้ายกัน แต่ถ้ามีเครื่อง Engineering Plastics (Nylon, PC, PEEK) ควรแยกเกรด — สอบถามทีมเทคนิคเพื่อ Optimize
Routine Purging กับ Sealing ใช้เกรดเดียวกันได้ไหม?
บางเกรดใช้ได้ทั้งสองวัตถุประสงค์ แต่ต้องตรวจคู่มือของเกรดนั้น ถ้ามี Hot Runner ให้พิจารณาเกรดที่ผู้ผลิตระบุรองรับ เช่น RU / RE / SL / PF ตามเรซินและอุณหภูมิจริง
ผล 3% เหลือ 0.3% ใช้เป็นเป้าหมายของโรงงานเราได้หรือไม่?
ใช้เป็นหลักฐานว่ากลยุทธ์มีศักยภาพได้ แต่ไม่ควรใช้เป็นคำรับประกัน เพราะกรณีศึกษานั้นใช้ Xyron/m-PPE, newEX/newUP และรอบทำความสะอาดเฉพาะ ควรกำหนดเป้าหมายจาก baseline และ controlled trial ของเครื่องจริง