




1
เรซินเก่าค้างในระบบแม้หยุดป้อนวัตถุดิบแล้ว เรซินเดิมยังอาจค้างใน Barrel และ Die
ASACLEAN ช่วยให้การเปลี่ยนสี เปลี่ยนเรซิน และล้างคราบสะสมในงาน Extrusion ทำได้เป็นระบบมากขึ้น โดยเน้นการทำความสะอาดเชิงกลผ่านการไหล แรงดัน และแรงเฉือนภายในสกรูและทางไหล
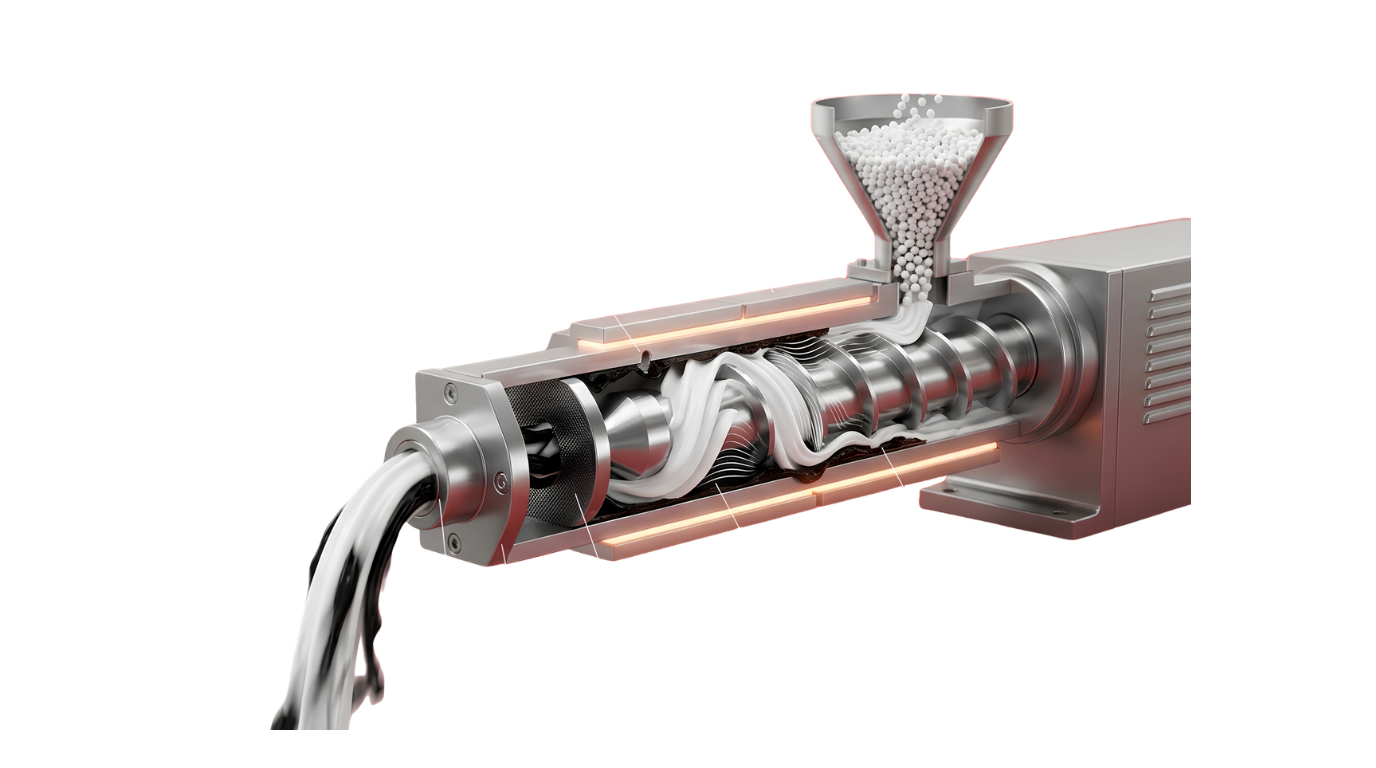

 Flow: Hopper → Die Shear inside Barrel
Flow: Hopper → Die Shear inside Barrel
เครื่อง Extruder มีทางไหลยาว และมักมีจุดสะสมคราบหลายตำแหน่ง ทำให้คราบเรซินเดิมหรือคาร์บอนค้างอยู่ได้นานกว่าที่มองเห็นจากปลาย Die
แม้หยุดป้อนวัตถุดิบแล้ว เรซินเดิมยังอาจค้างใน Barrel และ Die
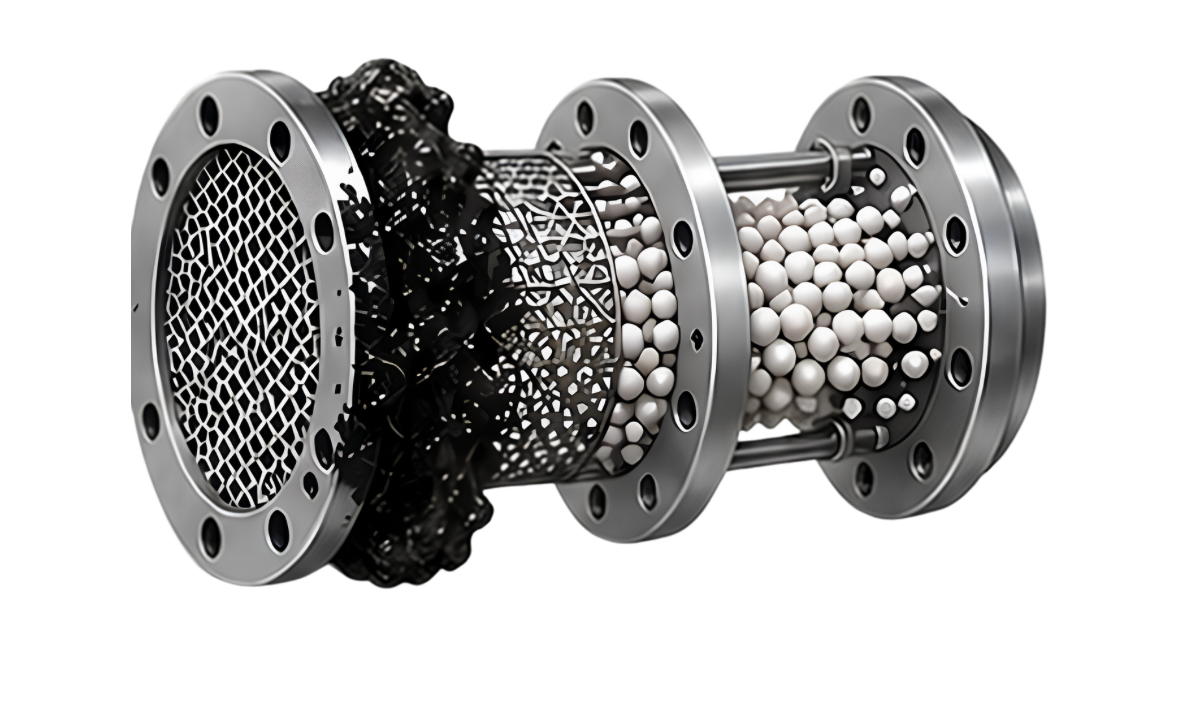
Die เป็นจุดล้างยาก เพราะมีทางไหลแคบและสะสมความร้อน
Screen pack และ breaker plate อาจกักคราบไหม้หรือเจลดำ
ถ้าล้างไม่หมด อาจเกิด black gel, black specks, สีปน หรือของเสียสูง


 HopperScrew channelBarrel wallScreen packDie lip
HopperScrew channelBarrel wallScreen packDie lip
ASACLEAN ทำความสะอาดด้วยกลไกทางกายภาพ ไม่ใช่การกัดกร่อนหรือปฏิกิริยาเคมี จุดสำคัญคือการทำให้วัสดุไหลเต็ม Barrel สร้างแรงดันและแรงเฉือนเพื่อดึงคราบออกจากผนังและทางไหล
หมุนสกรูช้าให้ ASACLEAN เติมเต็ม Barrel ได้แน่นขึ้น
เพิ่มรอบสกรูเพื่อเพิ่มแรงดันและแรงเฉือน
แรงเฉือนช่วยดึงคราบออกจากผนังและทางไหล
สลับรอบต่ำ-สูงเพื่อพาวัสดุค้างออกมา
ตรวจวัสดุที่ออกจาก Die จนสะอาดขึ้นตามเกณฑ์
ปล่อยวัตถุดิบเดิมออกจากเครื่องให้หมดก่อน เพื่อลดการเจือปน
ป้องกันเรซินเดิมตกค้างและไหลกลับเข้า Barrel
เลือกตามเรซิน อุณหภูมิ ระดับคราบ และเป้าหมาย เช่น เปลี่ยนสี ลดเจลดำ หรือ sealing
ป้อนให้เพียงพอเพื่อเติมเต็ม Barrel และทางไหล
ให้ ASACLEAN เติมเต็มร่องสกรู พร้อมสังเกต motor load
เมื่อเริ่มเห็นวัสดุไหลออกจาก Die ให้สลับรอบเพื่อเพิ่มแรงดันและแรงเฉือน
อาจป้อน ASACLEAN บางส่วนผ่าน vent hole เพื่อช่วยล้างช่วงท้าย Barrel
สังเกตการเปลี่ยนจากเรซินเดิม/คราบดำ/สีปน ไปเป็น ASACLEAN ที่สะอาดขึ้น
ทำความสะอาด Hopper แล้วเริ่มรอบต่ำก่อน ระวัง motor load
งานเปลี่ยน screen mesh ควรทำต่อเนื่องหลัง purge เพื่อลดวัสดุค้างในรู Die
ใช้ตารางนี้เป็นจุดเริ่มต้น แล้วตรวจสอบ TDS/SDS และเงื่อนไขเครื่องจริงก่อนใช้งานทุกครั้ง
| งาน Extrusion / ปัญหา | เกรดแนะนำ | เหตุผล |
|---|---|---|
| งานทั่วไป / เปลี่ยนสี / เปลี่ยนวัตถุดิบ | RU, GL3 | สมดุลระหว่างพลังล้างและความคุ้มค่า |
| Low Residue / งานใส / ลดการตกค้าง | RE | เหมาะเป็นเกรดล้างตามหลัง หรือใช้เมื่อกังวลเรื่องค้าง |
| PE Blow Molding | UB | เกรดเฉพาะทางสำหรับ PE และงาน Blow Molding |
| PE Film / Sheet | UF2 | เหมาะกับงานฟิล์มหรือชีทที่ต้องการ low residue |
| PP Extrusion | UP, newUP, CP | UP มาตรฐาน, newUP เน้น low residue, CP งบประหยัด |
| คราบดำ / คาร์บอนหนัก / เจลดำรุนแรง | RX, newEX, YG, CG | กลุ่มพลังล้างสูง ควรตรวจข้อจำกัดของ Die, Screen และเครื่องก่อนใช้ |
| Super Engineering Plastics อุณหภูมิสูง | PF, PX2 | ใช้กับอุณหภูมิสูง เช่น PPS, PEEK, PEI, LCP |
| PC / PC-ABS | PT | เกรดเฉพาะสำหรับ PC และ PC/ABS |
| Sealing ก่อนหยุดเครื่อง | RU, GL3, RE, UP, newUP, CP, UB, UF2, PT, PF | เลือกตามเรซินและอุณหภูมิ เลี่ยงเกรดที่ไม่เหมาะการค้างในเครื่อง |
สำหรับ Extruder ควรคำนวณจากปริมาตรรวมของ Barrel + Die + Adapter + Screen Pack เพราะทางไหลยาวและมีจุดค้างมากกว่าเครื่องฉีด
กรอกข้อมูลเพื่อดูเกรดที่ควรพิจารณา
การ purge ที่ดีไม่ได้ขึ้นอยู่กับปริมาณอย่างเดียว แต่ขึ้นอยู่กับวิธีสร้างการไหลและแรงเฉือนภายใน Barrel
เริ่มจากรอบต่ำ เพื่อให้ ASACLEAN เติมเต็ม Barrel
เพิ่มรอบภายในช่วงที่ motor load ปลอดภัย เพื่อเพิ่มแรงดันและแรงเฉือน
สลับรอบต่ำ-สูง หรือหยุด-เริ่มหมุนสกรูในบางกรณี ห้ามฝืนหาก motor load สูงผิดปกติ
เพราะจะทำให้ ASACLEAN ถูกเจือปนและล้างได้ไม่เต็มประสิทธิภาพ
ASACLEAN ยังอยู่ใน Barrel อาจทำให้แรงต้านสูง ต้องเริ่มรอบต่ำก่อน
ถ้าหยุดงานนานเกินไป วัสดุอาจค้างหรือแข็งตัวในทางไหลแคบ
ต้องดูเรซิน อุณหภูมิ เครื่องจักร ปัญหา และเป้าหมาย
PVC มีความเสี่ยงเรื่องการเสื่อมสภาพและการเกิดกรด ควรปรึกษาผู้เชี่ยวชาญก่อนเลือกเกรด
งานเปลี่ยนอุณหภูมิสูงไปต่ำมาก ควรใช้ multi-step purging
ปัญหาหลัก: black gel, die line, จุดดำ, สีปน
UF2, UB, RU, RE, RXคราบใน die hole, screen pack, breaker plate
RU, GL3, RX, YG, CGสีปน, เจลดำ, start-up waste
UB, UP, RU, REคราบใน die, สีปน, material changeover
RU, GL3, RE, RXลูกค้า: โรงงานผลิตฟิล์ม PE
ปัญหา: พบ black gel เป็นช่วง ๆ ระหว่างผลิต
วิธีแก้: ใช้ ASACLEAN ตามขั้นตอน Extruder Purging พร้อมสลับ screw speed ต่ำ-สูง
ส่งข้อมูลเรซิน อุณหภูมิ ขนาดเครื่อง และปัญหาที่พบ ให้ทีมวิศวกร CSC Thailand ช่วยแนะนำเกรดและวิธี purge ที่เหมาะสม